

Fördereinrichtung: Deutsche Forschungsgemeinschaft
Projektzeitraum: 05/2019 - 06/2021
Formgebundene Umformverfahren wie das Rotationszugbiegen eignen sich zur Erstellung von komplex geformten Profilen. Das Anwendungsspektrum umfasst eine Vielzahl von Biegegeometrien, welche in industriellen und privaten Anwendungen zum Einsatz kommen. Der Hauptvorteil besteht darin, dass kleine Biegeradien herstellbar sind: Biegeradien kleiner 1 x Rohrdurchmesser sind erreichbar. Beim Rotationszugbiegen sind die Werkzeugflächen durch die Halbzeugdimensionen – Umfang und Wanddicke – und der Biegegeometrie – Radien – bestimmt. Der Werkzeugaufwand steigt dementsprechend mit der Produktvielfalt an. Ebenso ist die Auslegung der zum Teil doppelt gekrümmten Werkzeugflächen aufwendig, da die werkstoffbedingte Rückfederung, welche aus dem elastischen Formänderungsanteils nach dem Biegeprozess resultiert, berücksichtigt werden muss. Dies ist jedoch nur überschlägig möglich, daher sind ggfs. Nacharbeiten an den Geometrien der Werkzeuge nötig.
 Ziel ist die Erweiterung des werkzeuggebundenen Rotationszugbiegens hin zu einem teilkinematischen Verfahren mit reduzierten Werkzeugflächen. Hierdurch werden zukünftige Forderungen nach weiterer Flexibilisierung der Umformprozesse und der wirtschaftlichen Herstellung geringerer Stückzahlen hin zu individualisierten Produkten bedient.
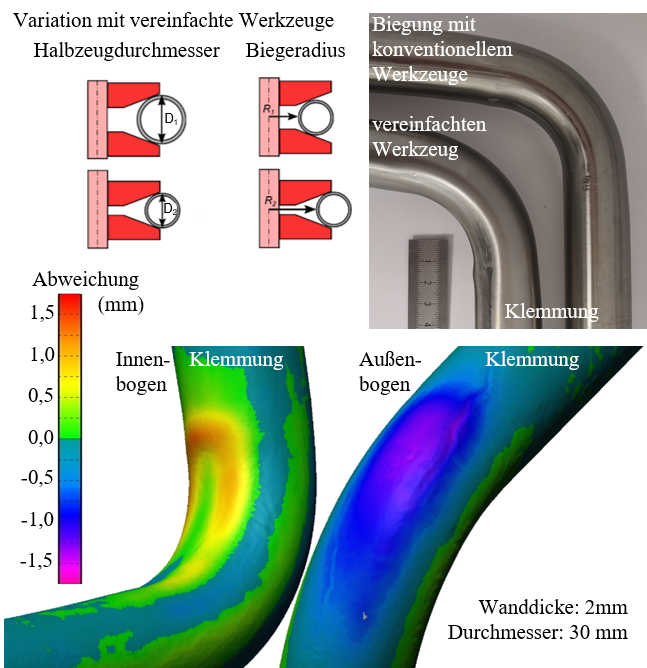
Die für das Halbzeug und den Biegeradius angepassten Geometrien der Werkzeuge beim Rotationszugbiegen sollen hinsichtlich der Flexibilisierung des Biegeprozesses untersucht werden. Als Ergebnis sollen mit reduzierten bzw. geometrisch vereinfachten Werkzeuganlageflächen und einer erweiterten Werkzeugkinematik unterschiedliche Radien gebogen oder Rohre mit unterschiedlichen Durchmessern verarbeitet werden.
Zudem sollen diese Werkzeuge später auch die aktive Beeinflussung des Biegevorgangs ermöglichen. Sie stellen daher möglicherweise die Aktoren eines geregelten Rotationszugbiegens dar. Die Basis hierfür ist die vereinfachte Geometrie der Kavitäten, die es ermöglicht, die Biegeform zweigeteilt herzustellen, wenn die Belastung, die im Grund der Kavität auftritt, an anderer Stelle übertragen wird. Dies eröffnet u.a. die Möglichkeit, den Abstand der Werkzeughälften während des Umformprozesses aktiv zu variieren und so den wirksamen Biegeradius zu verändern.
Zudem ist es möglich, die Form an Schwankungen der Rohrdurchmesser anzupassen. Halbzeuge aus Werkstoffen, die einen elastischen Anteil der Formänderung besitzen, federn nach dem Biegen zurück. Die Veränderung des Biegewinkels wird kompensiert, indem unter Last ein größerer Biegewinkel gebogen wird. Die Rückfederung führt auch zur Vergrößerung des Biegeradius. Das Verschieben der geteilten Biegeform gegeneinander gibt hier eine Kompensationsmöglichkeit.
Ziel ist die Erweiterung des werkzeuggebundenen Rotationszugbiegens hin zu einem teilkinematischen Verfahren mit reduzierten Werkzeugflächen. Hierdurch werden zukünftige Forderungen nach weiterer Flexibilisierung der Umformprozesse und der wirtschaftlichen Herstellung geringerer Stückzahlen hin zu individualisierten Produkten bedient.
Die für das Halbzeug und den Biegeradius angepassten Geometrien der Werkzeuge beim Rotationszugbiegen sollen hinsichtlich der Flexibilisierung des Biegeprozesses untersucht werden. Als Ergebnis sollen mit reduzierten bzw. geometrisch vereinfachten Werkzeuganlageflächen und einer erweiterten Werkzeugkinematik unterschiedliche Radien gebogen oder Rohre mit unterschiedlichen Durchmessern verarbeitet werden.
Zudem sollen diese Werkzeuge später auch die aktive Beeinflussung des Biegevorgangs ermöglichen. Sie stellen daher möglicherweise die Aktoren eines geregelten Rotationszugbiegens dar. Die Basis hierfür ist die vereinfachte Geometrie der Kavitäten, die es ermöglicht, die Biegeform zweigeteilt herzustellen, wenn die Belastung, die im Grund der Kavität auftritt, an anderer Stelle übertragen wird. Dies eröffnet u.a. die Möglichkeit, den Abstand der Werkzeughälften während des Umformprozesses aktiv zu variieren und so den wirksamen Biegeradius zu verändern.
Zudem ist es möglich, die Form an Schwankungen der Rohrdurchmesser anzupassen. Halbzeuge aus Werkstoffen, die einen elastischen Anteil der Formänderung besitzen, federn nach dem Biegen zurück. Die Veränderung des Biegewinkels wird kompensiert, indem unter Last ein größerer Biegewinkel gebogen wird. Die Rückfederung führt auch zur Vergrößerung des Biegeradius. Das Verschieben der geteilten Biegeform gegeneinander gibt hier eine Kompensationsmöglichkeit.
Ergebnis
Die Reduktion der Kontaktflächen ermöglicht eine universelle Anwendbarkeit des Gegenhalters, des Faltenglätters und der Biegeform für unterschiedliche Biegeaufgaben und trägt damit wesentlich zur Flexiblisierung des konventionell geometriegebundenen Rotationszugbiegens bei. Durch eine Verstellung der geneigten Werkzeugelemente entlang der Biegeachse wird eine teilkinematische Verfahrensvariante vorgestellt, die die geometrische Rekonfiguration des Werkzeugsatzes ermöglicht. Es konnten sowohl Rohre mit dem Durchmesser 25 mm und 30 mm um 90 Grad gebogen werden. Die Wanddicke betrug 1 mm und 2 mm. Im Vergleich zu den konventionellen Werkzeugen ist die Deformation der Rohre stärker ausgebildet und nimmt mit abnehmender Wanddicke zu.
 1. Ermittlung der Kontaktfläche
1. Ermittlung der Kontaktfläche
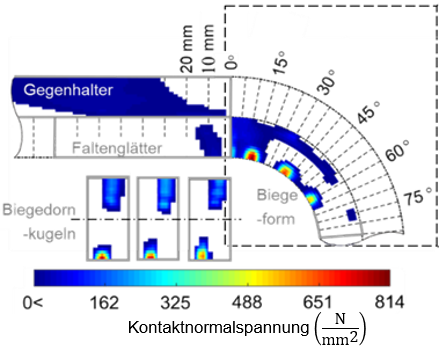
Beim Biegen liegt das Rohr zu Beginn lediglich in einer sehr kleinen Zone an der Biegeform an. Diese Kontaktfläche nimmt beim Biegen mit steigendem Biegewinkel zu. FE-Simulationen zeigen, dass die Kontaktnormalspannungen weder bzgl. des Umfangs der Kavität als auch bzgl. des Biegewinkels konstant sind. Als Wirkfläche wird die Fläche bezeichnet, die Kontakt mit dem Rohr aufweist. Diese ist ein Teil der Fläche der Kavitäten der Werkzeuge und variiert mit fortschreitendem Prozess.
2. Reduzierung der Werkzeugflächen auf Kontaktflächen und Analyse einzelner Segmente
Variationen der Werkzeuggeometrien werden Veränderungen der Wirkflächen und der dort herrschenden Kontaktnormalspannungen bewirken. Daher werden sich die Geometrien der Rohrquerschnitte verändern. Bei derzeitigen Kavitäten der Biegeform treten auch Änderungen der Rohrquerschnitte auf. Zum einen kann der Außenbogen einfallen und zum anderen ovalisiert das Rohr. Die Ausprägung dieser Querschnittsveränderungen ist abhängig vom Biegeprozess und wird auch wesentlich durch die Halbzeugeigenschaften beeinflusst.
3. Vereinfachung der Werkzeugflächen
Die geometrischen Vereinfachungen der Werkzeugflächen führen wegen der Schmiegungen zum Rohr zu höheren lokalen Flächenpressungen (ä. der Hertz’schen Pressungen) bei geringeren Wirkflächen. Ein wesentliches Ergebnis der Untersuchungen sind Zusammenhänge zwischen den Vereinfachungen der Werkzeuggeometrien und den Veränderungen der Querschnitte der Rohrbögen.
Heftrich, C., Engel, B., Steinheimer, R. (2018). Rotary-draw-bending unsing tools with reduced geometries. Metal Forming 2018, Toyohashi, Japan
Fördereinrichtung: Deutsche Forschungsgemeinschaft
Projektzeitraum: 05/2019 - 06/2021
Formgebundene Umformverfahren wie das Rotationszugbiegen eignen sich zur Erstellung von komplex geformten Profilen. Das Anwendungsspektrum umfasst eine Vielzahl von Biegegeometrien, welche in industriellen und privaten Anwendungen zum Einsatz kommen. Der Hauptvorteil besteht darin, dass kleine Biegeradien herstellbar sind: Biegeradien kleiner 1 x Rohrdurchmesser sind erreichbar. Beim Rotationszugbiegen sind die Werkzeugflächen durch die Halbzeugdimensionen – Umfang und Wanddicke – und der Biegegeometrie – Radien – bestimmt. Der Werkzeugaufwand steigt dementsprechend mit der Produktvielfalt an. Ebenso ist die Auslegung der zum Teil doppelt gekrümmten Werkzeugflächen aufwendig, da die werkstoffbedingte Rückfederung, welche aus dem elastischen Formänderungsanteils nach dem Biegeprozess resultiert, berücksichtigt werden muss. Dies ist jedoch nur überschlägig möglich, daher sind ggfs. Nacharbeiten an den Geometrien der Werkzeuge nötig.
Ziel ist die Erweiterung des werkzeuggebundenen Rotationszugbiegens hin zu einem teilkinematischen Verfahren mit reduzierten Werkzeugflächen. Hierdurch werden zukünftige Forderungen nach weiterer Flexibilisierung der Umformprozesse und der wirtschaftlichen Herstellung geringerer Stückzahlen hin zu individualisierten Produkten bedient.
Die für das Halbzeug und den Biegeradius angepassten Geometrien der Werkzeuge beim Rotationszugbiegen sollen hinsichtlich der Flexibilisierung des Biegeprozesses untersucht werden. Als Ergebnis sollen mit reduzierten bzw. geometrisch vereinfachten Werkzeuganlageflächen und einer erweiterten Werkzeugkinematik unterschiedliche Radien gebogen oder Rohre mit unterschiedlichen Durchmessern verarbeitet werden.
Zudem sollen diese Werkzeuge später auch die aktive Beeinflussung des Biegevorgangs ermöglichen. Sie stellen daher möglicherweise die Aktoren eines geregelten Rotationszugbiegens dar. Die Basis hierfür ist die vereinfachte Geometrie der Kavitäten, die es ermöglicht, die Biegeform zweigeteilt herzustellen, wenn die Belastung, die im Grund der Kavität auftritt, an anderer Stelle übertragen wird. Dies eröffnet u.a. die Möglichkeit, den Abstand der Werkzeughälften während des Umformprozesses aktiv zu variieren und so den wirksamen Biegeradius zu verändern.
Zudem ist es möglich, die Form an Schwankungen der Rohrdurchmesser anzupassen. Halbzeuge aus Werkstoffen, die einen elastischen Anteil der Formänderung besitzen, federn nach dem Biegen zurück. Die Veränderung des Biegewinkels wird kompensiert, indem unter Last ein größerer Biegewinkel gebogen wird. Die Rückfederung führt auch zur Vergrößerung des Biegeradius. Das Verschieben der geteilten Biegeform gegeneinander gibt hier eine Kompensationsmöglichkeit.
Ergebnis
Die Reduktion der Kontaktflächen ermöglicht eine universelle Anwendbarkeit des Gegenhalters, des Faltenglätters und der Biegeform für unterschiedliche Biegeaufgaben und trägt damit wesentlich zur Flexiblisierung des konventionell geometriegebundenen Rotationszugbiegens bei. Durch eine Verstellung der geneigten Werkzeugelemente entlang der Biegeachse wird eine teilkinematische Verfahrensvariante vorgestellt, die die geometrische Rekonfiguration des Werkzeugsatzes ermöglicht. Es konnten sowohl Rohre mit dem Durchmesser 25 mm und 30 mm um 90 Grad gebogen werden. Die Wanddicke betrug 1 mm und 2 mm. Im Vergleich zu den konventionellen Werkzeugen ist die Deformation der Rohre stärker ausgebildet und nimmt mit abnehmender Wanddicke zu.
1. Ermittlung der Kontaktfläche
Beim Biegen liegt das Rohr zu Beginn lediglich in einer sehr kleinen Zone an der Biegeform an. Diese Kontaktfläche nimmt beim Biegen mit steigendem Biegewinkel zu. FE-Simulationen zeigen, dass die Kontaktnormalspannungen weder bzgl. des Umfangs der Kavität als auch bzgl. des Biegewinkels konstant sind. Als Wirkfläche wird die Fläche bezeichnet, die Kontakt mit dem Rohr aufweist. Diese ist ein Teil der Fläche der Kavitäten der Werkzeuge und variiert mit fortschreitendem Prozess.
2. Reduzierung der Werkzeugflächen auf Kontaktflächen und Analyse einzelner Segmente
Variationen der Werkzeuggeometrien werden Veränderungen der Wirkflächen und der dort herrschenden Kontaktnormalspannungen bewirken. Daher werden sich die Geometrien der Rohrquerschnitte verändern. Bei derzeitigen Kavitäten der Biegeform treten auch Änderungen der Rohrquerschnitte auf. Zum einen kann der Außenbogen einfallen und zum anderen ovalisiert das Rohr. Die Ausprägung dieser Querschnittsveränderungen ist abhängig vom Biegeprozess und wird auch wesentlich durch die Halbzeugeigenschaften beeinflusst.
3. Vereinfachung der Werkzeugflächen
Die geometrischen Vereinfachungen der Werkzeugflächen führen wegen der Schmiegungen zum Rohr zu höheren lokalen Flächenpressungen (ä. der Hertz’schen Pressungen) bei geringeren Wirkflächen. Ein wesentliches Ergebnis der Untersuchungen sind Zusammenhänge zwischen den Vereinfachungen der Werkzeuggeometrien und den Veränderungen der Querschnitte der Rohrbögen.
Heftrich, C., Engel, B., Steinheimer, R. (2018). Rotary-draw-bending unsing tools with reduced geometries. Metal Forming 2018, Toyohashi, Japan